Welding Safety Rules To Follow
As a welder, it's important to follow a strict set of safety standards. Learn what these safety standards are and why they are important.
Welding is a complex craft that requires knowledge of various techniques and practices. In order to do their job successfully, welders must have an in-depth understanding of the various techniques and practices used in the industry, which includes types of weld joints.
According to the American Welding Society (AWS), a joint can be defined as, “The manner in which materials fit together.” The applications of welding are endless, and different jobs require different types of welds and joints.
There are five major welding joint types: butt joint, tee joint, corner joint, lap joint and edge joint. Butt joints are the most common and can be made in various ways depending on factors like groove shape and width. Tee joints are formed when two pieces intersect at a 90° angle and can be created using different welding styles. Corner joints meet in a corner and can be formed as V-groove or square butt joints.
Keep reading to learn about each of the different weld types and how they can apply to a career in the field.
The term “weld joint design” refers to the way pieces of metal are put together or aligned with each other. Each joint’s design affects the quality and cost of the completed weld. Selecting the most appropriate joint design for a welding job requires special attention and skill.
That’s why it’s important to have a good understanding of different weld joint types. Understanding the applications can help welders produce durable, high-quality welds.
There are five basic welding joint types commonly used in the industry, according to the AWS:

A butt joint, or butt weld, is a joint where two pieces of metal are placed together in the same plane, and the side of each metal is joined by welding. A butt weld is the most common type of joint that is used in the fabrication of structures and piping systems. It’s fairly simple to prepare, and there are many different variations that can be applied to achieve the desired result.
Butt welds are made in a variety of ways, and each one serves a different purpose. Varying factors include the shape of the groove, layering and width of the gap. Listed below are some typical examples of butt weld joints:
The area of the metal’s surface that is melted during the welding process is called the faying surface. The faying surface can be shaped before welding to increase the weld’s strength, which is called edge preparation. The edge preparation may be the same on both members of the butt joint, or each side can be shaped differently.
Reasons for preparing the faying surfaces for welding include the following:
In some cases, the exact size, shape and angle can be specified for a groove. If exact dimensions are not given, the groove can be made to the necessary size. However, it’s important to remember that the wider the groove, the more welding it will require to complete.

As the metal becomes thicker, you must change the joint design to ensure a sound weld. On thin sections, it is often possible to make full penetration welds using a square butt joint. When welding on a thick plate or pipe, it is often impossible for the welder to get 100% penetration without some type of groove being used.
When it comes to butt joints, commonly occurring defects may include burn-through, porosity, cracking or incomplete penetration. However, these can be avoided by modifying the welding variables.
Tee welding joints are formed when two pieces intersect at a 90° angle. This results in the edges coming together in the center of a plate or component in a T shape. Tee joints are considered a type of fillet weld, and they can also be formed when a tube or pipe is welded onto a base plate.

Image Credit: Maine Welding Company
With this type of weld, it’s important to always ensure there is effective penetration into the roof of the weld. There are a handful of welding styles that can be used to create a tee joint:
Tee joints are not usually prepared with grooves, unless the base metal is thick and welding on both sides cannot withstand the load the joint must support. A common defect that occurs with tee joints is lamellar tearing—which happens due to restriction experienced by the joint. To prevent this, welders will often place a stopper to prevent joint deformities.
Corner joints have similarities to tee welding joints. However, the difference is the location of where the metal is positioned. In the tee joint, it’s placed in the middle, whereas corner joints meet in the ‘corner’ in either an open or closed manner—forming an L shape.
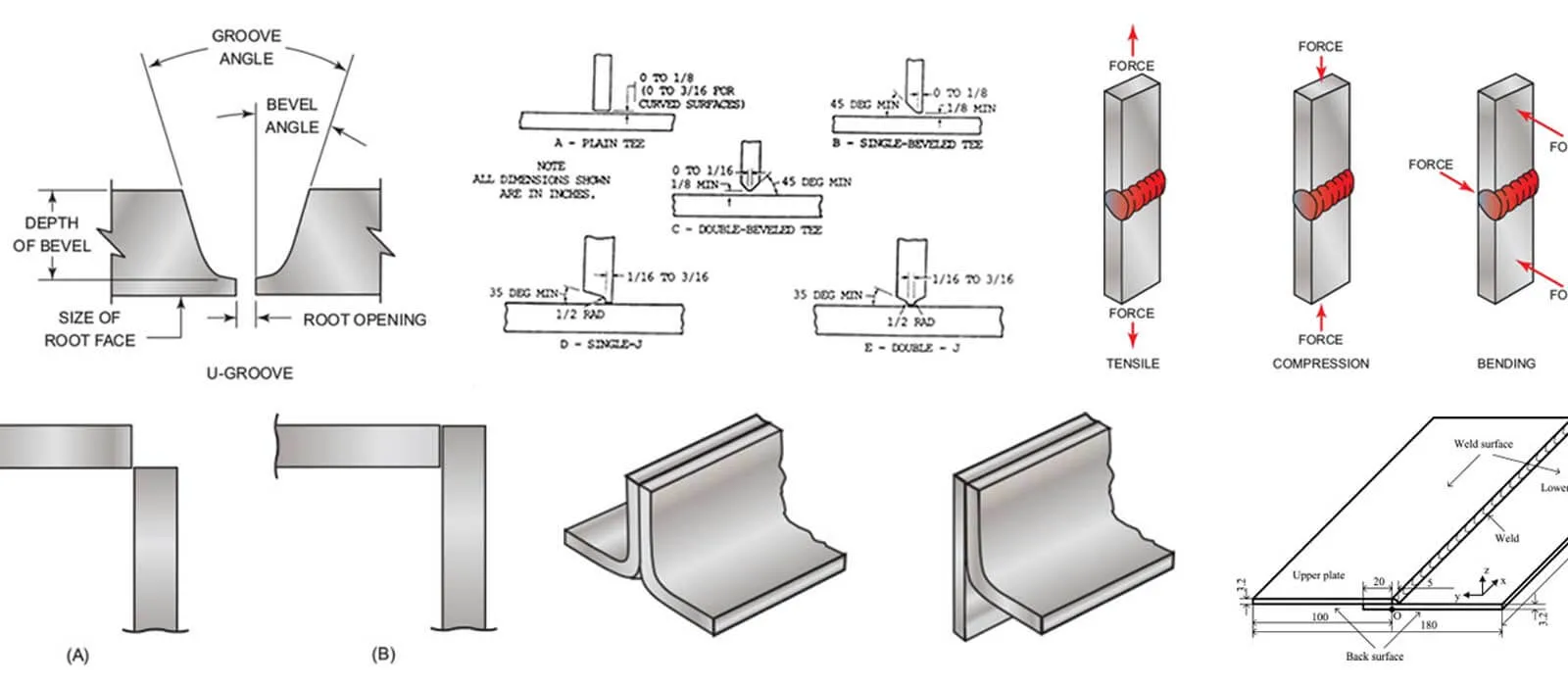
These types of joints are among some of the most common in the sheet metal industry, such as in the construction of frames, boxes and other applications. There are two ways of fitting up an outside corner joint—either it forms a V-groove (A) or forms a square butt joint (B), as seen in the diagram below.

The styles used for creating corner joints include V-groove, J-groove, U-groove, spot, edge, fillet, corner-flange, bevel-groove, flare-V-groove and square-groove or butt.
Lap welding joints are essentially a modified version of the butt joint. They are formed when two pieces of metal are placed in an overlapping pattern on top of each other. They are most commonly used to joint weld two pieces with differing thicknesses together. Welds can be made on one or both sides.

Image credit Science Direct
Lap joints are rarely used on thicker materials and are commonly used for sheet metal. Potential drawbacks to this type of welding joint include lamellar tearing or corrosion due to overlapping materials. However, as with anything, this can be prevented by using correct technique and modifying variables as necessary.
In an edge joint, the metal surfaces are placed together so that the edges are even. One or both plates may be formed by bending them at an angle.

The purpose of a weld joint is to join parts together so that the stresses are distributed. The forces causing stresses in welded joints are tensile, compression, bending, torsion and shear, as seen in the image below.

The ability of a welded joint to withstand these forces depends upon both the joint design and the weld integrity. Some joints can withstand certain types of forces better than others.
The welding process to be used has a major effect on the selection of the joint design. Each welding process has characteristics that affect its performance. The rate of travel, penetration, deposition rate and heat input also affect the welds used on some joint designs. The following styles are applicable for edge joints:
Due to overlapping parts, this type of joint is more prone to corrosion. Welders must keep in mind other defects like slag inclusion, lack of fusion and porosity, which can also occur.
Understanding the physics of joint design is essential for welders, as this allows them to recognize and anticipate the various forces that will be applied to a weldment in the field. Engineers use static and dynamic loading computer programs to anticipate the weldment’s strength requirements.
Today’s welders are expected to understand the types of forces being applied to the weldment and to determine the best joint design to prevent these forces from causing a structural failure. An improper configuration of a weld joint can cause weld and material defects, such as cracking or lamination—and skilled welders must know how to adjust variables to avoid these defects.
Learning to work with different welding joints and weld types takes practice and in some cases requires the completion of a formal training program, such as the Welding Technology training program offered at Universal Technical Institute (UTI). If becoming a welder sounds like the right career for you, this program can provide you with the training you need to get ready in just 9-10 months.1
From welding safety to principles of welding to complex welding applications, the courses will walk you through key concepts you’ll need to know as a welder—including welding joints.
Created with input from Lincoln Electric, UTI’s Welding Technology training program is designed to equip you with the hands-on training needed to become a welder.
All campuses feature industry-aligned technology and equipment to help prepare you for an entry-level role in the field after you graduate.
To learn more, request information to get in touch with one of our Admissions Representatives today. In the meantime, feel free to check out these additional resources:
Universal Technical Institute of Illinois, Inc. is approved by the Division of Private Business and Vocational Schools of the Illinois Board of Higher Education.